
Шнековый транспортер с увеличенной толщиной витка: ресурс для абразивных сред

Шнековый транспортер с увеличенной толщиной витка: конструкция, применение и условия выбора
Оглавление
- Назначение и область применения усиленных шнеков
- Устройство и конструктивные особенности
- Сравнительный анализ: стандартный vs усиленный виток
- Технические параметры и материалы исполнения
- Классификация и типы усиленных транспортеров
- Отрасли применения: от цементных заводов до горных комбинатов
- Практический подход к подбору оборудования
- Почему заказывают у нас: 5 аргументов для предприятий ЕАЭС
Назначение и область применения усиленных шнеков
Шнековый транспортер с увеличенной толщиной витка — это не модификация стандартного оборудования, а принципиально иной класс машин, спроектированный для работы в условиях, где обычный крепеж выходит из строя за недели. Увеличенная толщина пера (от 8 мм и выше) превращает шнек из транспортного элемента в высокоресурсный инструмент, способный противостоять интенсивному абразивному износу, ударным нагрузкам и агрессивным средам.
Основное назначение таких транспортеров — перемещение тяжелых абразивных, крупнокусковых и вязких материалов, разрушающих стандартные витки толщиной 2–4 мм за 2–3 недели. Цемент, песок, щебень мелкой фракции, зола, шлам, руда, уголь, стекольная шихта, коллоидные глины — это лишь краткий перечень сред, где усиленный виток становится единственным экономически оправданным решением.
Для технических специалистов важно понимать: увеличение толщины витка — это не ужесточение, а смена расчетной модели. Шнек с пером 8–12 мм проектируется под иные напряжения, требует пересчета мощности привода, иных опорных узлов и, зачастую, особых материалов. Это оборудование не для «универсального» применения — это инструмент для конкретных тяжелых задач, где отказ означает остановку всей технологической цепочки.
На предприятиях Беларуси, Казахстана, Армении, Кыргызстана и всех регионов России — от цементных карьеров Ульяновска до горно-обогатительных комбинатов Норильска и углеперерабатывающих фабрик Кемерово — усиленные шнеки становятся стандартом де-факто. Экономика здесь проста: один транспортер с увеличенной толщиной витка, работающий 3–5 лет, дешевле трех последовательных замен стандартного оборудования с учетом простоев и стоимости монтажных работ.
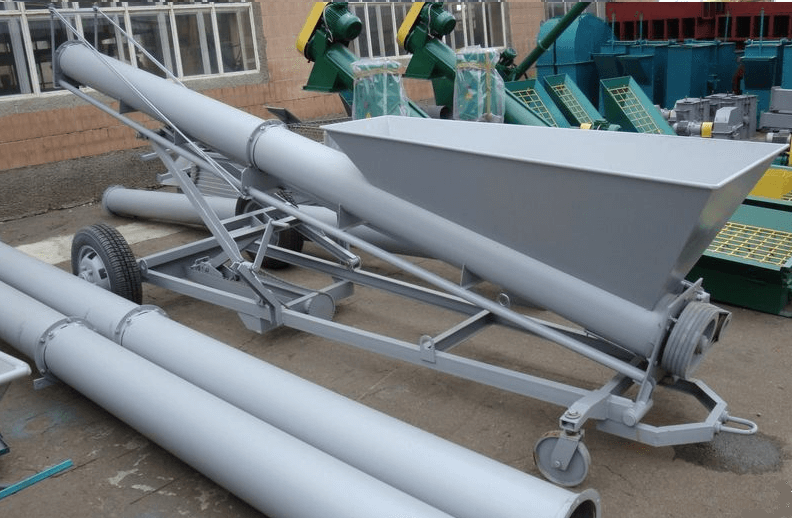
Устройство и конструктивные особенности
1. Конструктивная схема
Шнековый транспортер с усиленным витком конструктивно отличается от стандартного по ряду принципиальных позиций:
- Рабочий орган (винт, шнек) — вал (труба-основание) с приваренными витками увеличенной толщины. Ключевое отличие: толщина металла витка составляет 8–12 мм и более против 2–4 мм у стандартных моделей.
- Кожух (желоб или труба) — для абразивных сред обязательна футеровка износостойкими материалами (полиуретан, HDPE, базальт, твердосплавные наплавки). Толщина стенки корпуса также увеличивается.
- Приводная группа — мощность мотор-редуктора рассчитывается с запасом 30–50 %, поскольку масса усиленного винта существенно выше, а условия пуска — тяжелее. Обязательна комплектация частотным преобразователем.
- Опорные узлы — концевые и промежуточные подшипники усиленной серии. Промежуточные опоры (подвесные) требуют особого внимания: стандартные подшипники скольжения на абразиве выходят из строя за дни, поэтому применяются износостойкие втулки или выносные опорные узлы.
- Торцевые уплотнения — многоступенчатые, исключающие попадание абразивной пыли в подшипниковые узлы.
2. Технология изготовления усиленного витка
Достижение увеличенной толщины витка возможно двумя принципиально разными технологическими путями:
1. Формовка из проката. Витки изготавливаются из листовой стали толщиной 8–12 мм методом штамповки или холодной навивки с последующей приваркой к валу. Это основной метод для серийного производства.
2. Наплавка на готовый виток. Согласно патенту RU2803618C1, шнековый транспортер нагревают до 300°C и осуществляют наплавку спирали высоколегированной электродной проволокой с содержанием углерода 3,5 мас.%. Этот режим позволяет увеличить износостойкость поверхности в 2,5 раза без изменения геометрии базового витка. Критическое преимущество: после истирания наплавленного слоя операцию можно повторить -1.
3. Особенности центровки и балансировки
Усиленный виток массой в 2–3 раза выше стандартного предъявляет жесткие требования к центровке. Даже минимальное смещение оси при такой массе приводит к:
- росту вибрации;
- ускоренному износу подшипников;
- перегреву редуктора;
- потере шага и пульсации потока материала.
Поэтому после сварки каждый усиленный шнек проходит обязательную операцию динамической балансировки. Для шнеков, работающих на скоростях до 100 об/мин, допустимые значения биения нормируются жесткими допусками.
Сравнительный анализ: стандартный vs усиленный виток
Инженеру, принимающему решение о выборе типа шнека, необходимо четко видеть границы применимости каждого решения.
| Параметр сравнения | Стандартный виток (2–4 мм) | Усиленный виток (8–12 мм) | Вывод для эксплуатации |
|---|---|---|---|
| Ресурс на абразивных материалах | 2–6 недель | 1,5–5 лет (в 10–25 раз выше) | Усиленный виток окупается за 3–6 месяцев |
| Устойчивость к ударным нагрузкам | Низкая (деформация, загиб кромки) | Высокая (сохранение геометрии) | Для кусковых материалов обязателен усиленный |
| Рабочая скорость | До 150–190 об/мин | Ограничение 100–120 об/мин (из-за массы) | Требуется пересчет режимов |
| Чувствительность к центровке | Умеренная | Критическая | Необходима балансировка |
| Материалы изготовления | Ст3, 09Г2С | 09Г2С, 65Г, Hardox, нержавейка | Спектр шире, цена выше |
| Стоимость оборудования | Базовая | +50–150 % | Компенсируется ресурсом |
| Ремонтопригодность | Замена винта | Восстановление наплавкой | Экономия на запчастях |
Ключевые выводы для проектировщика:
- Стандартный виток — для сухих неабразивных материалов (зерно, мука, комбикорм, гранулы полимеров). Здесь толщина 2–3 мм работает годами.
- Усиленный виток — для цемента, песка, золы, шлама, руды, угля, стекольной шихты, коллоидных глин. Это оборудование выживает там, где обычное умирает.
- Переход на усиленный виток требует комплексного пересмотра — недостаточно просто заменить винт в старом корпусе. Необходимы футеровка, усиленные подшипники, более мощный привод.
Технические параметры и материалы исполнения
1. Диаметры и толщины
Практика эксплуатации выработала следующие стандартные сочетания диаметра винта и толщины витка для усиленного исполнения:
| Диаметр винта D, мм | Рекомендуемая толщина витка, мм | Максимальная частота вращения, об/мин | Типовое применение |
|---|---|---|---|
| 160–200 | 6–8 | 120 | Песок, цемент, зола |
| 219–250 | 8–10 | 100 | Щебень, руда, шлам |
| 320–400 | 10–12 | 80 | Уголь, коллоидные глины |
| 500–800 | 12–16 | 60 | Горная масса, особо тяжелые условия |
2. Материалы: что реально работает
Выбор материала усиленного витка — главное инженерное решение, определяющее ресурс оборудования. Обобщая практику промышленной эксплуатации, можно выделить пять рабочих вариантов:
| Материал | Характеристика | Ресурс | Для каких сред |
|---|---|---|---|
| 09Г2С | Промышленный стандарт. Хорошая свариваемость, ударная вязкость, умеренная цена. | До 2 лет | Цемент, песок, зола, шлам средней абразивности |
| 65Г (пружинная) | Высокая износостойкость, устойчивость к пульсациям и вибрации. Требует термообработки. | До 3 лет | Высокочастотные системы, агрессивные шламы, вибронагруженные узлы |
| Hardox 450/500 | Максимальная абразивная стойкость. Сохраняет кромку при постоянном трении. Дорого. | 4–6 лет | Горнодобыча, цементные заводы, переработка руды |
| AISI 304 (08Х18Н10) | Коррозионная стойкость. Ниже механическая стойкость, требуется толщина от 8 мм. | 2–4 года | Влажные смеси, химически активные среды, пищевые производства |
| AISI 316 (10Х17Н13М2) | Высокая химическая стойкость (кислоты, хлориды). Максимальная защита от коррозии. | 3–5 лет | Химическая промышленность, удобрения, морской климат |
Категорически не рекомендуется использовать для усиленных витков обычную углеродистую сталь Ст3. При толщине 8 мм она также будет интенсивно истираться, поскольку твердость низкая, а структура не предназначена для абразивного износа.
3. Климатическое исполнение
Усиленные шнеки поставляются для эксплуатации в любых климатических зонах ЕАЭС:
- У1 — умеренный климат (от -40°С до +40°С);
- ХЛ1 — холодный климат (до -60°С) — северные регионы, Сибирь, Дальний Восток;
- Т1 — тропический климат (высокая влажность, до +50°С).
Исполнение влияет на выбор марок стали (хладостойкость), материалов уплотнений, смазок и тип редуктора.
Классификация и типы усиленных транспортеров
1. По типу корпуса
Желобное исполнение (U-trough) — классическая схема с открывающимися крышками. Преимущество: удобство обслуживания и быстрая замена винта. Недостаток: ограниченная герметичность. Рекомендуется для помещений, где допустимо небольшое пыление.
Трубное исполнение — полностью герметичный корпус. Критически важно для:
- токсичных и взрывопожароопасных материалов;
- уличной установки (защита от осадков);
- производств класса «чистая комната»;
- транспортировки под большими углами (до 45–60°).
2. По типу спирали
Сплошной винт — максимальная производительность, минимальная стоимость. Для сухих сыпучих абразивов (цемент, песок, зола). Требует футеровки желоба.
Ленточный винт — для влажных, липких, склонных к налипанию материалов. Меньшая площадь контакта снижает налипание на вал.
Безосевой (безвальный) шнек — спираль без центрального вала. Для волокнистых, длинномерных отходов, шламов с высоким содержанием твердых включений. Усиленное исполнение здесь — увеличенное сечение спирали.
3. По способу увеличения ресурса
Тип А. Штампованный усиленный виток — изначально изготавливается из проката 8–12 мм. Наиболее распространенное решение.
Тип Б. Наплавленный виток — базовый виток толщиной 4–6 мм, на который методом дуговой наплавки наносится износостойкий слой высоколегированным материалом. Позволяет восстанавливать шнек многократно.
Тип В. Комбинированный — виток из 09Г2С с наплавкой кромки твердосплавным материалом. Оптимальное соотношение цены и ресурса.
Отрасли применения: от цементных заводов до горных комбинатов
География поставок оборудования охватывает все регионы Российской Федерации, Республику Беларусь, Казахстан, Армению, Кыргызстан. В каждом из этих регионов сформировались свои типовые применения усиленных шнеков.
1. Промышленность строительных материалов
Цементные заводы (Московская область, Воронеж, Ульяновск, Минск, Алма-Ата):
- Транспортировка цемента, клинкера, гипса, сухих смесей.
- Главная проблема — абразивный износ витков.
- Решение: шнек Ø219–320 мм, виток 8–10 мм из 09Г2С или Hardox 450, футерованный желоб, усиленные подвесные подшипники.
Производство сухих смесей (Краснодар, Ростов-на-Дону, Самара, Казань):
- Дозирование песка, извести, перлита, цемента.
- Требование — стабильность дозирования при высокой интенсивности.
- Решение: частотное регулирование, усиленный виток, точная центровка.
Заводы ЖБИ (Екатеринбург, Пермь, Новосибирск):
- Подача песка, щебня, керамзита в бетоносмесители.
- Особенность: работа под завалом, ударные нагрузки.
- Решение: виток толщиной 10–12 мм, Hardox, усиленный редуктор.
2. Горнодобывающая промышленность и металлургия
ГОКи (Курская область, Карелия, Норильск, Казахстан):
- Транспортировка руды, концентрата, хвостов обогащения.
- Условия: максимальный абразив, крупный кусок, круглосуточный режим.
- Решение: шнеки специального исполнения, толщина витка 12–16 мм, Hardox 500, бронефутеровка, выносные опоры.
Угольные разрезы и обогатительные фабрики (Кемерово, Красноярск, Воркута):
- Подача угля, породы, шламов.
- Решение: безосевые шнеки с усиленной спиралью, коррозионностойкое исполнение.
3. Энергетика и ЖКХ
ТЭЦ и котельные (Челябинск, Красноярск, Хабаровск):
- Топливоподача: уголь, торф, пеллеты.
- Золоудаление: транспортировка золы и шлака (один из самых агрессивных абразивов).
- Решение: шнеки Ø320–400 мм, виток 10–12 мм, полная герметизация, аспирация.
Очистные сооружения (Нижний Новгород, Казань, Минск):
- Обезвоживание и транспорт осадка, песка, отсевов.
- Среда: влажная, абразивная, коррозионно-активная.
- Решение: нержавеющая сталь AISI 304/316, толщина витка 8–10 мм, безосевая конструкция.
4. Химическая промышленность и производство удобрений
Производство минеральных удобрений (Беларусь, Солигорск, Березники):
- Транспортировка калийных удобрений, аммиачной селитры, фосфогипса.
- Среда: химически агрессивная, абразивная, гигроскопичная.
- Решение: AISI 316, толщина витка 10 мм, торцевые уплотнения повышенной надежности.
Стекольная промышленность:
- Транспортировка шихты (песок, сода, карбонат кальция).
- Критическое требование — отсутствие истирания металла в продукт.
- Решение: нержавеющая сталь, футеровка полиуретаном, увеличенная толщина витка.
5. Пищевая промышленность (специсполнение)
Для пищевых производств усиленный виток — редкость, но востребован при переработке:
- костей, ракушки, скорлупы;
- сахара-песка (высокий абразив);
- какао-бобов, ореховой скорлупы.
Решение: нержавеющая сталь AISI 304, толщина витка 6–8 мм, зеркальная полировка, CIP-мойка.
Практический подход к подбору оборудования
Инженеру, формирующему техническое задание на поставку шнекового транспортера с увеличенной толщиной витка, достаточно ответить на 7 ключевых вопросов. Никаких сложных дифференциальных уравнений — только исходные данные, которые известны на любом производстве.
Вопрос 1. Какой материал транспортируем?
- Наименование, насыпная плотность (кг/м³), влажность (%).
- Гранулометрический состав: максимальный размер куска (мм), содержание мелочи.
- Абразивность (низкая/средняя/высокая), температура, химическая активность.
- Склонность к налипанию, слеживанию.
Вопрос 2. Требуемая производительность?
- В тоннах в час (т/ч) или кубометрах в час (м³/ч).
Вопрос 3. Параметры трассы?
- Расстояние транспортировки (м).
- Высота подъема, угол наклона (град).
- Горизонтальная, наклонная или комбинированная схема.
Вопрос 4. Условия эксплуатации?
- Помещение / улица.
- Диапазон температур (зима/лето).
- Взрывозащита, санитарные нормы, требования к герметичности.
- Ограничения по габаритам, шуму.
Вопрос 5. Ресурсные ожидания?
- Требуемый срок службы до капитального ремонта (лет).
- Режим работы: непрерывный / цикличный, количество пусков в сутки.
Вопрос 6. Бюджет и приоритеты?
- Минимальные первоначальные затраты или минимальная стоимость владения (LCC)?
- Готовность инвестировать в премиальные материалы (Hardox, нержавейка) ради ресурса 5+ лет.
Вопрос 7. Электропитание и автоматизация?
- Напряжение, частота, требования к классу защиты привода.
- Необходимость частотного регулирования, датчиков уровня, блокировок.
Почему это работает без формул?
Наш инженерный центр аккумулировал опыт более 800 внедрений усиленных шнековых транспортеров на предприятиях России и стран ЕАЭС. Мы имеем параметрические базы, позволяющие по типу материала, производительности и требуемому ресурсу гарантированно определить:
- необходимую толщину витка;
- оптимальную марку стали;
- диаметр и шаг винта;
- мощность привода;
- необходимость футеровки и ее тип.
Важно: На нашем сайте работает калькулятор предварительного подбора шнековых транспортеров. Введя исходные данные за 3–5 минут, вы получите базовый расчет с рекомендованными параметрами усиления. Это не заменяет инженерной проработки, но дает четкий вектор для дальнейшего проектирования.
Почему заказывают у нас: 5 аргументов для предприятий ЕАЭС
Мы не перепродаем типовые «коробочные» решения. Мы — инжиниринговая производственная компания, специализирующаяся на оборудовании повышенной ресурсоемкости для тяжелых условий эксплуатации.
1. Инжиниринг под ваш материал и ресурс
Увеличенная толщина витка — не гарантия долговечности, если материал стали не соответствует условиям износа. Мы проводим анализ проб вашего материала, определяем механизм износа (абразивный, ударный, коррозионный) и подбираем пару «материал витка — толщина — футеровка» с гарантированным ресурсом. Результат фиксируем в договоре.
2. Собственное производство полного цикла в России
Производственные мощности расположены в Российской Федерации. Мы не зависим от импортных санкций, курсов валют и логистических разрывов. Срок изготовления усиленного шнекового транспортера — от 12 рабочих дней.
Для предприятий Беларуси, Казахстана, Армении и Кыргызстана поставки оформляются как оборот внутри ЕАЭС: без пошлин, с упрощенным таможенным оформлением. Работаем с Минском, Гомелем, Брестом, Нур-Султаном, Алма-Атой, Карагандой, Бишкеком, Ереваном.
3. Технология восстановления наплавкой
Мы единственные в регионе, кто в промышленных масштабах применяет технологию горячей наплавки высоколегированными материалами (патент RU2803618C1). Это означает:
- ваш изношенный усиленный шнек не уходит в металлолом;
- восстановление стоит 30–40 % от цены нового;
- ресурс после восстановления — не ниже 80 % от нового;
- операцию можно повторять 3–5 раз.
Для предприятий с парком шнекового оборудования — прямой путь к сокращению эксплуатационных затрат.
4. Сервисная поддержка «24/7» на всей территории ЕАЭС
Собственные сервисные инженеры базируются в Москве, Санкт-Петербурге, Екатеринбурге, Новосибирске, Минске и Алма-Ате. Выезд на пусконаладку и диагностику — в любой город РФ и стран Таможенного союза:
- Северо-Запад: Калининград, Мурманск, Архангельск;
- Сибирь и Дальний Восток: Новосибирск, Красноярск, Иркутск, Хабаровск, Владивосток, Норильск;
- Беларусь: Минск, Гомель, Брест, Витебск;
- Казахстан: Нур-Султан, Алма-Ата, Караганда, Шымкент;
- Закавказье и Средняя Азия: Ереван, Бишкек.
Для удаленных объектов — шеф-монтаж и онлайн-диагностика с использованием AR-технологий.
5. Прозрачная экономика и быстрая окупаемость
Мы не накручиваем стоимость за «бренд» и не закладываем в цену риски перебора мощности «на всякий случай». Наше УТП — оптимальная, а не минимальная стоимость владения.
Пример расчета для цементного завода:
- Стандартный шнек: 180 000 руб., ресурс 1 месяц → 2 160 000 руб./год.
- Усиленный шнек (09Г2С, 10 мм): 320 000 руб., ресурс 18 месяцев → 213 000 руб./год.
- Экономия — 1 947 000 руб. в год на одной единице оборудования.
Окупаемость усиленного транспортера при круглосуточной эксплуатации на абразивных материалах — от 4 до 8 месяцев.
Шнековый транспортер с увеличенной толщиной витка — это не просто «более толстый шнек». Это системное инженерное решение, включающее выбор оптимального материала, расчет усиленного привода, футеровку корпуса, специальные подшипниковые узлы и, зачастую, технологию наплавки.
Для предприятий, работающих с цементом, песком, золой, рудой, углем, шламами и другими абразивными материалами, переход на усиленное исполнение — не затраты, а инвестиция с гарантированной доходностью.
Мы помогаем рассчитать эту доходность до покупки.
✅ Получите каталог «Усиленные шнековые транспортеры» — 44 страницы инженерных данных, таблиц выбора материалов, чертежей узлов и примеров внедрения на предприятиях горной, цементной и энергетической отраслей.
✅ Закажите бесплатный анализ вашего материала — мы определим оптимальную толщину витка, марку стали и необходимость футеровки. Заключение — в течение 2 рабочих дней.
✅ Направьте заявку на расчет — наши инженеры подготовят коммерческое предложение с КПД-схемой, спецификацией и расчетом совокупной стоимости владения (LCC) в течение 24 часов.
Работаем для промышленных предприятий Москвы, Санкт-Петербурга, Нижнего Новгорода, Казани, Екатеринбурга, Челябинска, Новосибирска, Красноярска, Иркутска, Хабаровска, Владивостока, Минска, Гомеля, Алма-Аты, Нур-Султана, Караганды, Бишкека, Еревана и других городов присутствия наших сервисных центров.
Доставка — транспортными компаниями «Деловые Линии», ПЭК, «ЖелДорЭкспедиция», «Байкал-Сервис» в любой населенный пункт Российской Федерации и стран Таможенного союза.
Ваш абразив не щадит стандартные решения. Переходите на класс промышленной надежности.



{kind=link}
{kind=link}